
Furnizorul de componente auto Alu Menziken pariază pe procedeul de sudare LaserHybrid pentru sudarea profilelor extrudate. Acest procedeu oferă avantaje decisive în comparaţie cu larg răspândita sudare prin frecare cu element activ rotitor (Friction Stir Welding): Uzura e limitată, proeminențele de material nu reprezintă o problemă, iar procedeul de sudare permite atât realizarea de suduri cap la cap, cât şi de suduri în colţ. Din acest motiv, Alu Menziken a investit într-un sistem de sudare LaserHybrid pentru producţia de componente de tăvi de baterie pentru autovehicule electrice, beneficiind astfel de avantajele clare ale procedeului, datorită tehnologiei de sudare şi tehnologiei robotice marca Fronius Welding Automation şi Fanuc.
Compania Alu Menziken Euromotive GmbH, având o locaţie în Ranshofen, Austria Superioară, a fost înfiinţată în noiembrie 2014 ca filială aparţinând în întregime companiei elveţiene Alu Menziken Extrusions AG. Concernul are un total de 700 de angajaţi, dintre care 150 lucrează în Ranshofen. Acolo, Alu Menziken dezvoltă şi produce componente şi sisteme uşoare din aluminiu pentru industria auto şi industria aeronautică. În segmentul auto, austriecii şi-au făcut un nume ca furnizor pentru producătorii premium, constructorii de maşini sport şi E-mobilitate. Componentele şi modulele tipice sunt sistemele de management al coliziunilor, structurile de scaune şi banchete, sistemele de protecţie anti-răsturnare şi tăvile pentru baterii.
Pe lângă experienţă, flexibilitate şi competenţa în domeniul dezvoltării, producătorii auto apreciază în special procentul mare de producţie proprie şi know-how-ul înalt în materie de producţie al Alu Menziken. Înainte ca prototipurile elementelor tăvilor de baterii să ia naştere, toate schiţele proiectelor sunt verificate în privinţa fezabilităţii şi se simulează procesul de producţie. Se testează ca toate piesele să fie realizabile din punct de vedere al tehnicii de îmbinare și sudare şi, dacă este necesar, se propun corecturi, cum ar fi mărirea unei raze sau modificarea unui umăr al rostului.
Etanşeitatea tăvii bateriei este primordială
Sectorul auto cere suduri aproape plane şi fără deformări. În acelaşi timp, componentele au suprafeţe din ce în ce mai mari şi sunt mai greu de sudat cu calitate reproductibilă. Chiar înainte de a fi introduse cu precizie de milimetri în şasiul autovehiculelor, tăvile bateriilor trebuie supuse unei verificări de etanşeitate. Motivul: Toate tăvile de baterie trebuie să fie nu numai etanşe la aer, ci şi protejate împotriva stropilor de apă. Astfel că sudarea devine o provocare.
Având în vedere standardele înalte în materie de finisare a suprafeţei, de conductivitate termică sau curăţenie, sudarea aluminiului este deosebit de pretenţioasă. Aceasta cere nu numai un know-how complex cu privire la pregătirea rostului sau crearea parametrilor de sudare, ci şi la succesiunea de sudare corectă, care trebuie să împiedice deformarea elementelor tăvii. Alu Menziken stăpâneşte acest know-how special. Compania este certificată conform EN ISO 3834-2 TÜV şi, în afara experţilor calificaţi în sudare, se sprijină pe personal extern pentru coordonarea sudării, ca parte integrantă, esenţială, a sistemului său de management al calităţii. Se sudează în principal aliaje de aluminiu din seria 5000-7000.
Avantajele procedeului LaserHybrid la profilele extrudate
În prezent industria auto preferă încă sudarea prin frecare cu element activ rotitor. Acest procedeu de sudare nu consumă nici gaz, nici materiale de adaos şi, datorită temperaturilor relativ reduse – la aluminiu de aproximativ 550 grade Celsius – sudează aproape fără deformări. O sculă rotativă – aşa-zisul pin – pătrunde cu o forţă foarte mare în rostul îmbinării. Acesta încălzeşte zona de sudare în decurs de câteva secunde, până aproape de punctul de topire. Imediat ce materialul începe să se înmoaie, se iniţiază mişcarea de înaintare a pinului, care acum se roteşte de-a lungul liniei de îmbinare cu o forţă de presare foarte mare. Aluminiul care se topeşte în jurul pinului se unește, formând ulterior o îmbinare coezivă.
La final, mişcarea de înaintare se opreşte, iar scula rotativă este trasă afară din zona topită. Dar tocmai în această mişcare rezidă un dezavantaj esenţial al sudării prin frecare cu element activ rotitor: În punctul în care scula de rotaţie iese din materialul de bază, se formează o gaură. Constructorul trebuie să ia în calcul o aşa-zisă proeminenţă a componentei, care trebuie îndepărtată după operaţia de sudare. Un alt dezavantaj: Sudarea prin frecare cu element activ rotitor nu este un procedeu adecvat pentru realizarea de suduri în colţ. Sudurile cap la cap şi sudurile în colţ impun întotdeauna două etape de lucru separate, pentru că nu pot fi realizate cu acelaşi cap de sudare. Acest lucru este posibil, în schimb, la sudarea LaserHybrid în poziţia PA şi PB.
Pentru Alu Menziken, LaseHybrid este viitorului
Alu Menziken pariază în mod ţintit pe sudarea LaserHybrid. Acest procedeu de sudare permite realizarea de suduri în colţ şi evită zonele cu scurgeri. LaserHybrid combină un fascicul laser cu un procedeu de sudare MIG, într-o zonă de proces comună. Fasciculul de lumină extrem de concentrat, îndreptat asupra sudurii, are o densitate de energie foarte ridicată. În acest fel, aluminiul se evaporă şi pătrunde adânc în materialul de bază. Procedeul MIG care urmează laserului serveşte la umplerea sudurii şi produce o îmbinare optimă a flancurilor. Căldura introdusă suplimentar dă materialului timp suficient să elibereze gazul, reducând astfel tendinţa de formare a porilor, mult mai mică decât la sudarea doar cu fascicul laser.
Norbert Dickinger, director de producţie la Alu Menziken în Ranshofen, cunoaşte avantajele: „Putem suda mai multe componente ale tăvilor de baterie într-o singură etapă de lucru şi ne putem mări producţia cu ajutorul vitezelor mari de sudare – datorită arcului electric stabilizat de laser. În acelaşi timp, deformarea componentei se reduce datorită energiei liniare reduse."
Tehnologie de sudare şi robotică marca Fronius şi Fanuc
Proiectul s-a derulat în parteneriat: Componentele de inginerie mecanică şi tehnica de sudare au fost furnizate de Fronius Welding Automation, iar robotul şi laserul cu fibră optică de Fanuc. Alu Menziken avusese deja experienţe pozitive cu Fronius, pentru că utiliza deja de ceva vreme surse de curent de sudare din seriile TPS şi TPS/i pentru sudarea manuală şi robotizată.
"Fronius ne convinge prin asistenţa lor exemplară. Când ai nevoie de ajutor, în scurt timp vine cineva. Problemele mai mici le rezolvăm prin asistenţă telefonică sau sistemul de telementenanţă. În plus, Fronius organizează periodic cursuri de formare continuă pentru tehnicienii din domeniul sudării. Ambianţa plăcută care domneşte în companie este de asemenea foarte importantă. Ca să nu mai vorbim de faptul că aparatele Fronius nu se defectează aproape nicioodată, pentru că au montate numai componente de cea mai înaltă calitate", spune pe un ton laudativ Sven Esterbauer, specialist în tehnologia sudării la Alu Menziken. Norbert Dickinger confirmă spusele colegilor: "Şi la acest proiect, service-ul Fronius a fost exemplar.“
Astfel, Fronius a făcut primele încercări în Thalheim încă înainte ca prima celulă de sudare robotizată să fi fost concepută. După ce s-au obţinut rezultate satisfăcătoare, instalaţia a fost proiectată şi produsă. În următoarea etapă, Alu Menziken a pus la dispoziţie un dispozitiv de sudare cu sistem de strângere cu punct zero pentru alte încercări şi determinări de parametri. Ulterior, celula de sudare robotizată împreună cu dispozitivul de poziționare H a fost amplasată în Ranshofen. „Împreună cu Fronius am optimizat atunci toţi parametri. Este exact ce-ţi doreşti de la o colaborare în parteneriat", completează Dickinger.
La capitolul automatizarea sistemului de sudare, Alu Menziken a ales în mod conştient Fanuc: Specialistul a furnizat nu numai robotul, ci şi sursa laser. Un avantaj care se reflectă în sincronizarea optimă dintre viteza robotului şi puterea laserului. Alte puncte pozitive au fost uşurinţa utilizării şi programarea simplă a robotului.
Echipat pentru componente de dimensiuni diferite
Până la o anumită dimensiune a componentelor, se pot suda diverse piese extrudate, zona de sudare fiind de 2.800 x 2.000 milimetri, iar greutatea piesei per latura dispozitivului de poziționare fiind de 500 kilograme.
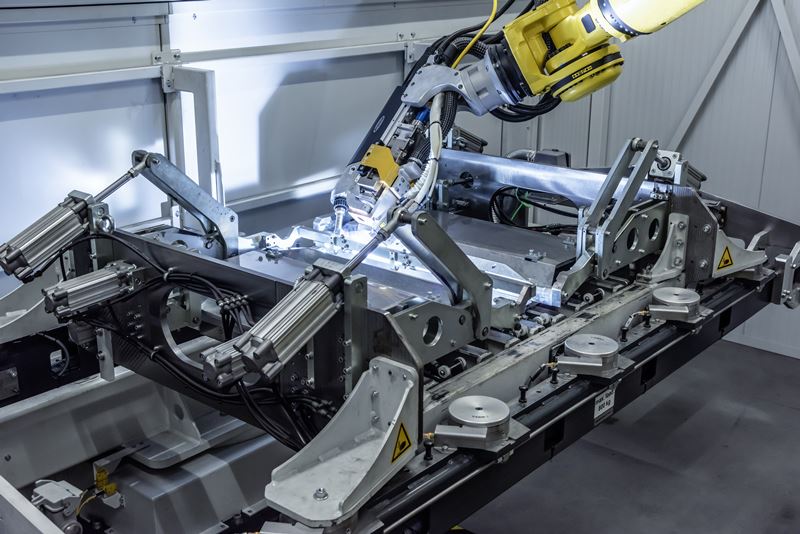
Procesul de producţie se desfăşoară parţial automatizat: După ce muncitorul a așezat piesele din aluminiu pe un dispozitiv de poziționare H, acesta activează procesul de fixare automat, securizat cu ajutorul unei celule fotoelectrice de siguranţă. Ulterior, dispozitivul de poziţionare H intră prin pivotare în cabina de protecţie a laserului, iar robotul de sudare se deplasează în poziţia de start. Programul de sudare se execută automat, la fel și curăţarea pistoletului după cicluri de curăţare prescrise. După încheiere, robotul se deplasează în poziţie de aşteptare şi dispozitivul de poziționare H scoate piesa sudată din cabină. La final, piesa este eliberată automat şi poate fi scoasă.
Pentru Sven Esterbauer instalaţia oferă avantaje importante: „Comanda sistemului Fronius este atât de intuitivă că un operator nou învaţă să deservească instalaţia în numai câteva minute. Datorită ecranului tactil de dimensiuni mari, utilizatorul are tot timpul o privire de ansamblu completă asupra întregului proces – inclusiv poziţia robotului, parametrii de proces şi urmărirea sudurii."
Laser-Hybrid: mai ieftin, mai rapid şi mai flexibil
Compania Alu Menziken Euromotive este convinsă de avantajele procedeului de sudare LaserHybrid. Datorită acestui procedeu acum pot realiza suduri cap la cap şi suduri în colţ şi implicit, piese întregi într-o singură etapă de lucru, ceea ce face procedeul mai rapid şi mai ieftin.
"Sunt convins că Alu Menziken va consacra procedeul LaserHybrid în industria auto“, declară Norbert Dickinger. Pentru a convinge, furnizorul a asamblat, în scopul unei demonstraţii, un echipament special, alcătuit din diverse piese cu grosimi diferite ale pereţilor şi adâncimi de pătrundere diferite, precum şi probe de sudare pregătite macroscopic. „Noua celulă de sudare robotizată de la Fronius Welding Automation şi Fanuc ne va ajuta cu siguranță", este convins Dickinger.





